

Gure elementuak eta konponketak hobetzen eta hobetzen jarraitzen dugu. Aldi berean, aktiboki egiten dugu ikerketa eta aurrerapena egiteko ODM Factory China Hot Youlin® Die Forging, zure beharretako edozein gure kontu handienarekin konpentsatu egingo da!
ODM Factory China Youlin® Die Forging, gaur egun, mundu osoko bezeroak ditugu, besteak beste, AEB, Errusia, Espainia, Italia, Singapur, Malaysia, Thailandia, Polonia, Iran eta Irak. Gure enpresaren misioa kalitate goreneko soluzioak prezio onenekin eskaintzea da. Zurekin negozioak egiteko gogotsu gaude!
1. Trokelaren forjaketaren definizioa
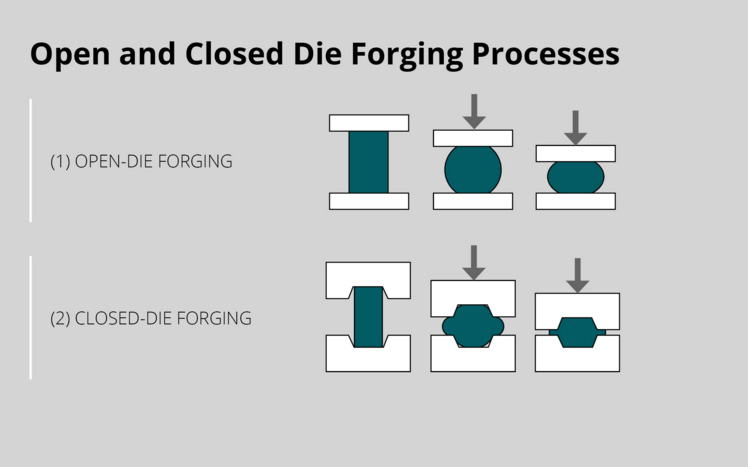
 Youlin® Trokelen forja metala deformatzeko aukerarik ohikoena da, bi prozesu ezagun dituena:
Youlin® Trokelen forja metala deformatzeko aukerarik ohikoena da, bi prozesu ezagun dituena:
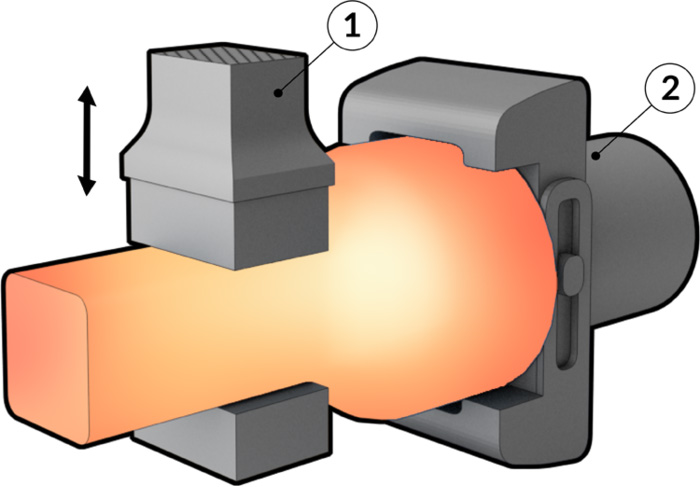
Trokel irekiko forjaketa, forja askea ere deitzen zaio. Trokel irekiko forjatzean, totxoa metala guztiz ixten ez duten trokel anitzen artean jartzen da. Dimentsioak aldatuko dira metala mailukatuz eta estanpatuz mugimendu batzuen bidez, azken neurriak lortu arte. Trokel irekiko forjaketa oso erabilia da kantitate txikiko produktuetan, sinpleak baino, konplexuak, hala nola diskoak, eraztunak, mahukak, zilindroak eta ardatzak. Trokel irekiaren forjatzearen beste abantaila bat produktuen nekearen erresistentzia eta indarra hobetuko direla da. Gainera, hutsuneak modu eraginkorrean murriztu daitezke trokel irekian forjatu ondoren.
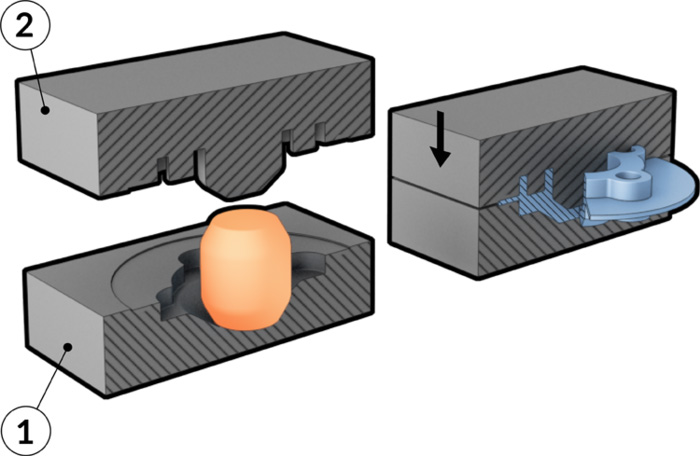 Trokelen forja itxia, inpresioaren forjaketa gisa ere deitzen zaio. Presio handia erabiltzen du metalezko pieza konprimitzeko, beharrezkoak diren formetarako trokel itxi bat betetzeko. Forma berezi batzuetarako, bigarren forja-eragiketa behar da azken forma eta dimentsioetara iristeko. Material motak, perdoien estutasunak eta tratamendu termikoaren beharrak trokel itxi forjatutako pieza baten kostua zehaztu dezakete.
Trokelen forja itxia, inpresioaren forjaketa gisa ere deitzen zaio. Presio handia erabiltzen du metalezko pieza konprimitzeko, beharrezkoak diren formetarako trokel itxi bat betetzeko. Forma berezi batzuetarako, bigarren forja-eragiketa behar da azken forma eta dimentsioetara iristeko. Material motak, perdoien estutasunak eta tratamendu termikoaren beharrak trokel itxi forjatutako pieza baten kostua zehaztu dezakete.
2.Trokel irekiaren forjaketa eta trokel itxiaren arteko desberdintasunak
Youlin® irekiko trokelen forjatzeko eta trokel itxien forjatzeko teknika ezberdina da. Orokorrean, trokel itxiak forjatzeko, moldatzeko trokelak lehen zehaztasun mekanizatuak dira eta kostua handia da. Ondoren, metalezko barrak goiko eta beheko trokelen artean jartzen dira eta behar den edozein formarekin forjatzen dira. Trokel itxi ondoren, oso mekanizatu edo mekanizaziorik ez da egingo prozesu osoan zehar duen zehaztasun handia dela eta. Beraz, trokel itxiko forja forma garbia edo forma garbiaren inguruko prozesu bat ere bada.
Trokel irekiko forjarako, konpresio-indar izugarriak ezartzen dira forja-mailu baten etengabeko kolpeak metalezko totxoak deformatzeko. Trokel itxiak forjatzeko trokelak ez bezala, trokel irekiak forjatzeko trokelak oso erraza da. Eta bigarrenik mekanizazio eragiketa beti egiten da.
3.Abantailak eta Trokel Irekiaren Forjaketa eta Trokel Itxiaren Forjatzearen abantailak
|
Ireki Trokel Forjaketa |
Trokel Itxien Forjaketa |
|
Abantailak |
|
|
Nekearekiko erresistentzia hobea eta mikroegitura hobetua |
Ekoizpen lan handietarako ekonomikoa. |
|
Barneko ale-egituraren eraketak produktuen estankotasuna eta indarra areagotzen du. |
Barneko ale-egituraren eraketak produktuen estankotasuna eta indarra areagotzen du. |
|
Indar handiagoa eta zatiaren bizitza luzeagoa |
Muga materialik ez |
|
Hondakin material gutxiago |
Gainazaleko akabera hobea |
|
Hutsuneak izateko aukera murriztea |
Mekanizazio gutxiago edo ez da beharrezkoa bere tolerantzia estuetarako |
|
Kostu aurreztea baliotsua |
Tolerantzia estuagoen eta forma garbien neurriak lor daitezke |
|
Desabantailak |
|
|
Ez da gai tolerantzia estua eta doitasun handiagoko piezak osatzeko |
Tirada laburretarako ez da oso ekonomikoa trokelen ekoizpenaren kostu handia dela eta |
|
Mekanizazioa behar da askotan nahi diren neurriak lortzeko |
Trokel itxiko forjatzeak lan-ingurune arriskutsua dakar |
1. Trokelaren forjaketaren definizioa
Trokel itxiko forja eta trokel irekiko galdaketa dira altzairuzko piezen forja-metodo erabilienak. Forja ezaguna da barne-egitura hobetuagatik eta produktu sendoagoak eta gogorragoak ekoitzi ditzake.
 Trokel irekiko forjatzean, normalean trokel irekiko forjatze-prozesuaren ondoren mekanizazio zakarra edo doitasun handiagoa behar da, mailuketa bidez dimentsio zehatzak lortzen baitira. Hortaz, trokel irekiko forjaketa egokiagoa da tona batzuetako pieza handietarako. Orokorrean, forja-metodoaren produktuak ardatz luze forjatuak, arrabol forjatuak eta forjatutako zilindroak dira, gehienbat trenbide eta hegazkin industrian aplikatzeko erabiltzen direnak.
Trokel irekiko forjatzean, normalean trokel irekiko forjatze-prozesuaren ondoren mekanizazio zakarra edo doitasun handiagoa behar da, mailuketa bidez dimentsio zehatzak lortzen baitira. Hortaz, trokel irekiko forjaketa egokiagoa da tona batzuetako pieza handietarako. Orokorrean, forja-metodoaren produktuak ardatz luze forjatuak, arrabol forjatuak eta forjatutako zilindroak dira, gehienbat trenbide eta hegazkin industrian aplikatzeko erabiltzen direnak.
Hala ere, trokel itxiko forjaketa hobetsi da pieza kritiko txikietarako segurtasuna kontuan hartuta, bere zehaztasun handia dela eta. Oso erabilia da produktu txikiak ekoizteko, hala nola forjatuak, forjatutako altxatzeko eta ekipamendurako hardwareak, forjatutako automozioko piezak, etab. Petrolioa, automobilgintza, basogintza eta nekazaritza, eta meatzaritza dira trokel itxiko forja teknikan oinarritzen diren industria batzuk.
5. Ohiko galderak
Zein da trokel irekiaren forjatzearen desabantaila?
E: Trokel irekiko forjaketa ez da gomendagarria forma konplexuetarako, eta sarritan zehaztasun mekanizatua behar da prozesua osatzeko, trokel irekiko prozesuan mailuketaz sortutako dimentsioak zehaztugabeak izan daitezkeelako.
G: Zer egin daiteke trokel irekiko forjatik?
A: Trokel irekiko forjatze prozesuak normalean barra biribilak, angeluzuzenak, karratuak eta hexagonalak, habeak eta beste oinarrizko forma batzuk sortzen ditu. Eratutako produktu arruntak ardatzak, ardatzak, urrats-ardatzak, mandrila, metalezko maskorrak, zulatutako hutsuneak eta krepe forjatu sinpleak dira.
G: Zeintzuk dira trokel irekien forjatzearen mugak?
A: ▷ Ez da egokia pieza korapilatsuak, zehaztasunak edo tolerantzia hurbileko beste aplikazio batzuk osatzeko.
▷ Mekanizazioa behar da sarritan trokel irekiko forjaketak osatzeko.
▷ Prozesuak ez ditu beti emaitza koherenteak edo nahi diren ezaugarriak sortzen.





